

我們都知道,生產、生活中需要切割的物品有時候不一定是規則的圓形、方形等,經常會出現異型不規則的情況出現。那么如果遇到這樣的工件時,該如何操作呢?下面,專業的浙江數控切割機 - 騰特科技就來說說異型管材的切割機巧,詳情如下:
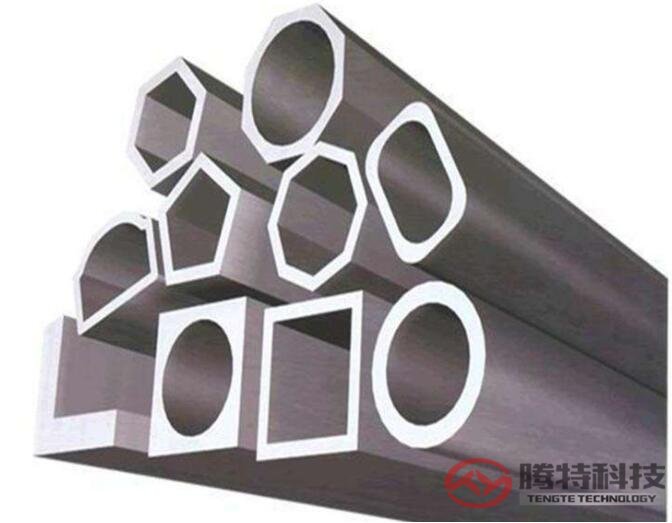
異型管材的切割技巧 圖一
異型管材的切割技巧 圖一
異型管材切割技巧之數控相貫線切割機
1、數控切割機切割方形工件時,要根據它的寬度或長度分次切割到交叉點后再停止切割。
2、切割帶有拐角點的直線時,長直線到拐角點就停下來,然后再重新接著切割。
短直線并且硬拐角點角度在120°以上的,可以切割到拐角點處稍停頓一下,然后再接著切割下去。每逢切割到硬拐點處時,割嘴必須與切割平面相垂直,以免斷面出現斜坡,特別是切割厚大件更要注意這一點。如果直線又和圓弧相連接,最好把兩個直線切割完后再切割半圓弧(起、止點在半圓弧起止點處)。如果到兩端為大小半圓弧的割件時,要從小圓弧的一端開始切割,一直把直線都切割完。不要切割到大圓弧處就停止了。因為那樣會使另一邊小圓弧近處切割線不整齊和斷面不光潔。然后再切割大圓弧和小圓弧,這樣可以避免圓弧形線歪斜。如遇到有較大的半圓弧(直徑在50mm以上的),最好用割圓規切割半圓弧。
3、使用割圓規切割法蘭盤和半圓弧,和全憑手工掌握切割來比較,可以提高工作效率25%以上。這樣不僅節省了氧氣和電石,而且切割出的質量很好,割線整齊,切口斷面也光潔美觀。割圓規的構造很簡單,就是按照割嘴外套的外經做一個厚度3mm、長度13~16mm的套管,在套管的中間焊上一根直徑5~6mm、長度300mm左右的移動錐形定位桿即可。
切割圓規使用時按照切割圓的半徑對好定位桿(無論是切割外圓還是內圓,都要留出割口的余量),用頂端的螺絲固定緊。切割時把割嘴穿在鋼套上,把定位桿的尖端插在圓心孔內。切割過程中,切割到哪個方向,就使割嘴頭的下端向那一方稍微靠緊一些,以免鋼套脫落。要保持割嘴的高度始終如一,以防止切割出的斷面呈馬蹄狀。
切割的速度要均勻,不要忽快忽慢。一般切割直徑400mm以下的圓,操作時人的位置不用動,只是割圓規轉動就行了。如切割直徑再大的圓,人的位置動一兩次就行了。
4、切割法蘭時,一般先切割內圓,然后再切割外圓。切割時,首先要在鋼板上割個孔,先對鋼板預熱,割嘴要垂直于鋼板,至鋼板達到切割溫度時,將割嘴傾斜一些,打開切割氧將氧化渣吹開。為了提高切口質量和速度,可采用簡易劃規式割圓器數控火焰切割機切割開始時,切割氧不要開得太大,隨著切割的進行逐漸將割嘴轉向垂直位置,并不斷地開大切割氧閥門,使氧化鐵渣朝嘴頭傾斜相反的方向飛出。當氧化鐵渣的火花不再上飛時,說明已將鋼板切割。這時將嘴頭與鋼板垂直,割炬沿內圓線進行切割。
5、各種型鋼(如角鋼、槽鋼、工字鋼等)的切割,如果是正角線切割,槽鋼切割時,割嘴必須對準三個面割線,并與被切割平面保持垂直。角鋼也必須是對準兩個面割線,割嘴與被切割面垂直,以免出現歪斜的割口和不整齊的割斷面。如果是斜角線切割,除了大面要端正割嘴切割外,兩個小面都要隨著大面的割線方向切割。工字鋼、角鋼的切割也是如此。
總結:以上就是浙江數控切割機廠家整理的有關《異型管材切割機巧》的大致內容。希望朋友們看后還能整理出更多的切割方法。謝謝瀏覽,請收藏本站及時關注本站更新。【www.qzgk120.com】
| 「數控激光切管機」電話:18658608009
| (備注:出于傳播信息、交流知識的目的,本欄目部分文章、圖片來源于網絡,如有侵權請第一時間告知,小編核實后會立刻刪除,不接受任何形式的惡意索賠。)


 廠家客服
廠家客服